Split Pin
-
Posts
235 -
Joined
-
Last visited
Recent Profile Visitors
6,467 profile views




Split Pin's Achievements
")
Collaborator (5/12)
44
Reputation
-
0-2-4-6 BA Combination Spanners are shown here https://www.drapertools.com/hand-tools/spanners/ba-spanners/ Relying on the spanner size to identify a bolt size can be misleading, 10years ago Tim Leech was trying to ascertain the correct fixing for the two parts of the pump body As I had a spare pump and the means to check the bolt, it turned out to be a 1BA bolt with a 2BA size Head It is not uncommon to find non standard combinations of shank and head size OD is 0.207" pitch measured with thread gauges is 28 tpi 1BA is 0.2087" OD and 28.2 tpi As the pumps were British made I would have expected it to be to a British Standard of its Time Having said that the head size is 0.321" AF which corresponds to 2BA. So using 2BA bolts wouldn't look out of place, neither would M5 as the head is pretty much the same size, (0.315") There are other anomalies with the pump top itself the inlet fuel union bolt is M18, if the holes are drilled for the fuel stock locking plates they are M8 the nuts on the stud are 5/16 Whit and if I remember correctly the rack bushes are M20, The Injector pipe nuts at the pump end are M14 despite the fact that they have a 3/8" Whit Spanner Hexagon
-
The tightest bridge is probably Whittington Horse Bridge, doesn't help that its not square to the canal so has to be steered through.
-
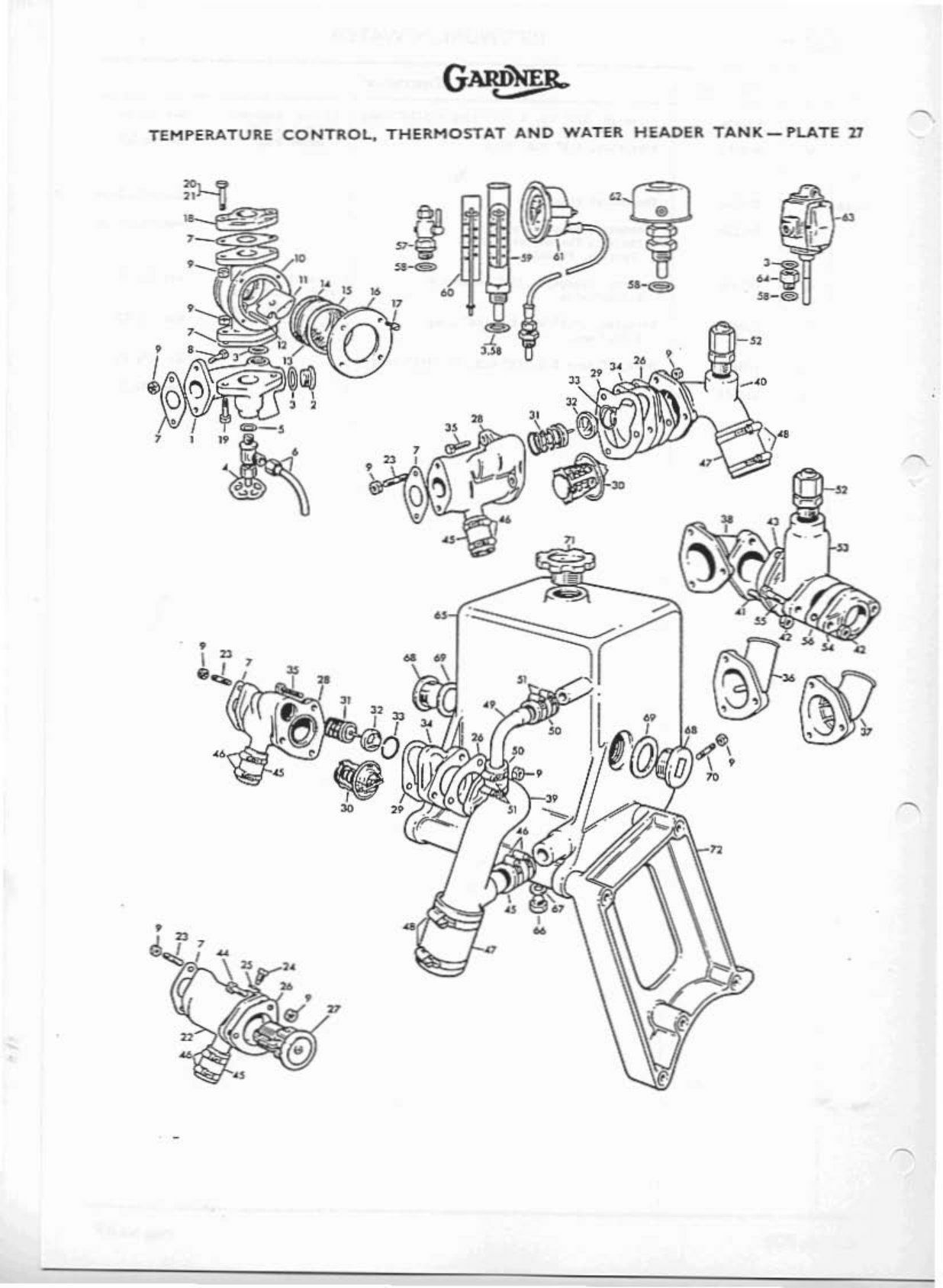
That is the later twin thermostat type, so the one I linked to is the correct type. Are you looking for one that is a different temperature to the one that you have in? This is the correct type https://gardnerspares.com/product/74-degree-thermostat-drop-in-unit/ It says its for LXB but the housing that you have was used on both the LW,LX and LXB
-
It depends upon what type of thermostat housing that is fitted, if it is a a single type then unless it has been modified then it has a different type of thermostat with the bypass cut off as a sliding vane attached to the outside (No 27). They are larger in diameter than the twin housing which uses a smaller one (no 30) more commonly found in older vehicles (2" dia from memory.) The later type https://gardnerspares.com/product/74-degree-thermostat-drop-in-unit/

-
It does help when you have lived in the area for a good few years, another image taken by the late Alan T Smith M.B.E at the 1962 Rally, the yellow pontoon conversion was our family boat. so I had a bit of ahead start.
-
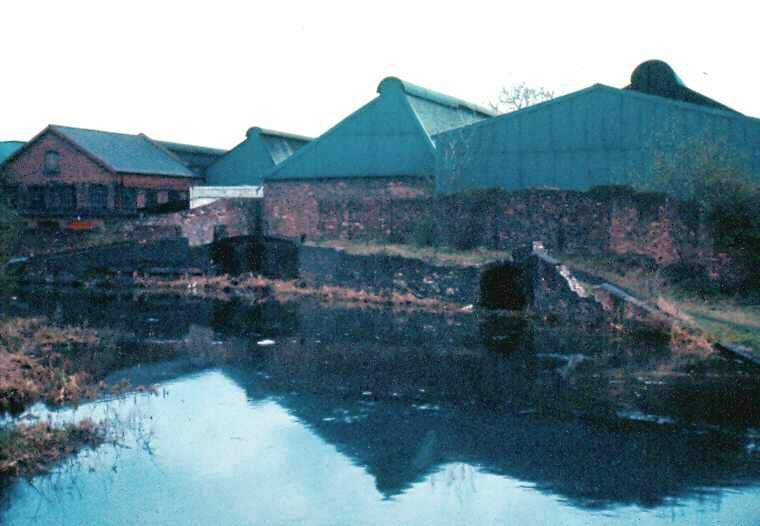
Foster & Rastricks Iron Works, home to the Argenoria, now the site of Lion Heath Centre housed in part of the old building An earlier image
-
Definitely Bob
-
Most likely Bob Derricott as he owned Seaford at that time, a picture would allow confirmation.
-
As I remember the estates department was in the same building maybe before it became the shop, I remember visiting there probably with my father for something in the 60's or early 70's Steven The George is one half of the Dudley Canal Trusts replica of the double ended Gorsty Hill Tunnel tug that was built for use on the tunnel trips, it wasn't successful so was converted to two separate boats I think by Dave Harris the other half being William, both still in current use.
-
Alfred Matty's Yard at Deepfields, Coseley
-
Make sure that the rack is returning properly, if you leave the stop lever in the stop position after stopping the engine there is a good chance the rack will stick, especially if it has a low tension return spring fitted to lower the tick over. It is pretty much impossible for the fuel gallery in the fuel pump to empty to a point where the engine will not start, unless there has been a catastrophic failure within the pump body. They will run on the fuel in the pipe from the filter for about 60 seconds. Are you using the cold start?
-
Prior to its restoration the Stourbridge Canal had some fixed windlasses on (lock 9) the upper double lock which is next to what was a canal company house, so probably housed a lock keeper. They were single start paddle gear so were fairly heavy in comparison to modern reduction gearing.
-
The bridge number appears to be 01 or Q1, I only have a photograph to work with. It is a brass plaque It is one in a friends late husbands collection which her sons are mounting on a board for her as a memory. I have asked if there is anything on the back. I will add any further information which comes to light. I find it odd that there is no date or organisation on it. Steven
-
Trying to find what this plaque was made for, it was most likely for something in the West Midlands
-
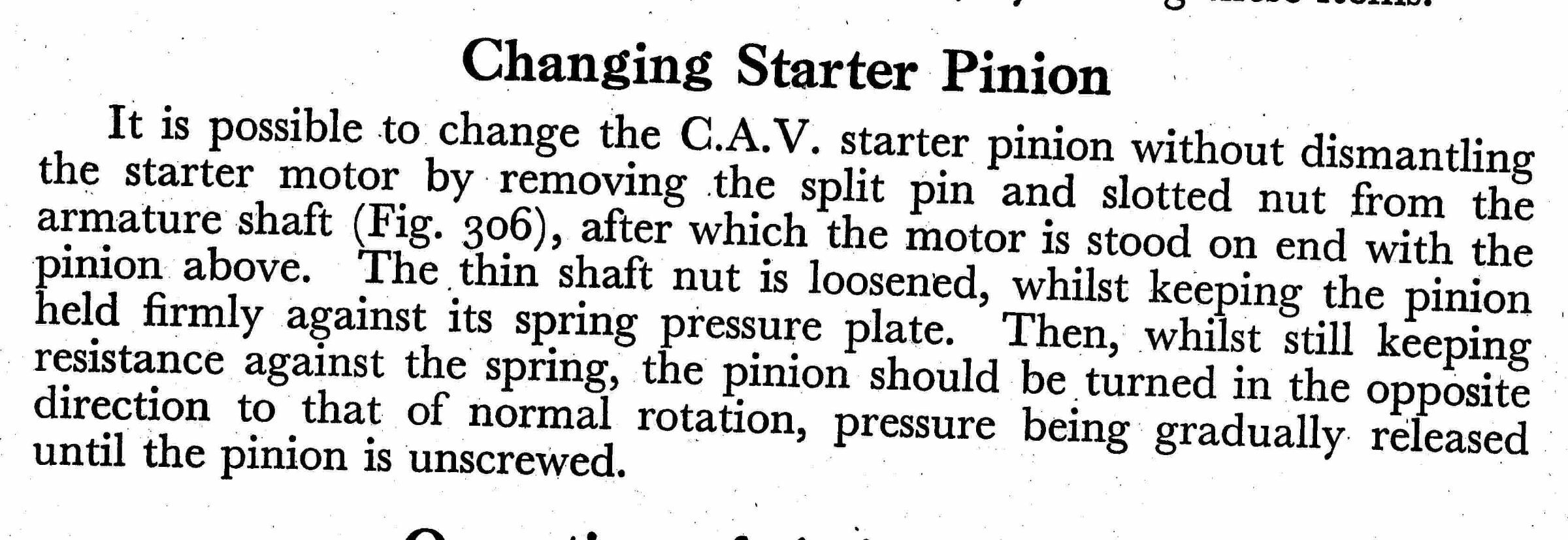
I would agree that it looks like a spring and oil pad but there is an oil cup shown behind it. Non of the ones that I have dismantled have had a spring just a short screw to allow oil to added, so it can possibly be ignored. I have dug out the book from which the picture was taken and there is no mention of the need to remove the items. Text from the book.